Top Rotary Vacuum Pump Types for Efficient Industrial Applications?
In the realm of industrial applications, the rotary vacuum pump stands out for its efficiency and reliability. These pumps are designed to create a vacuum by removing air and other gases from a specific volume. Their versatile nature makes them suitable for various sectors, including pharmaceuticals, food processing, and electronics manufacturing.
Selecting the right type of rotary vacuum pump can significantly enhance operational efficiency. Many industries depend on these pumps for critical processes. However, not all rotary vacuum pumps are created equal. Factors like pump size, capacity, and maintenance requirements must be carefully considered.
Understanding the distinct types of rotary vacuum pumps can help industries make informed choices. This knowledge can lead to better productivity and lower operational costs. Yet, many users still overlook crucial details in their selection process. A little reflection on what the pump needs to achieve can prevent costly mistakes.
Types of Rotary Vacuum Pumps and Their Applications
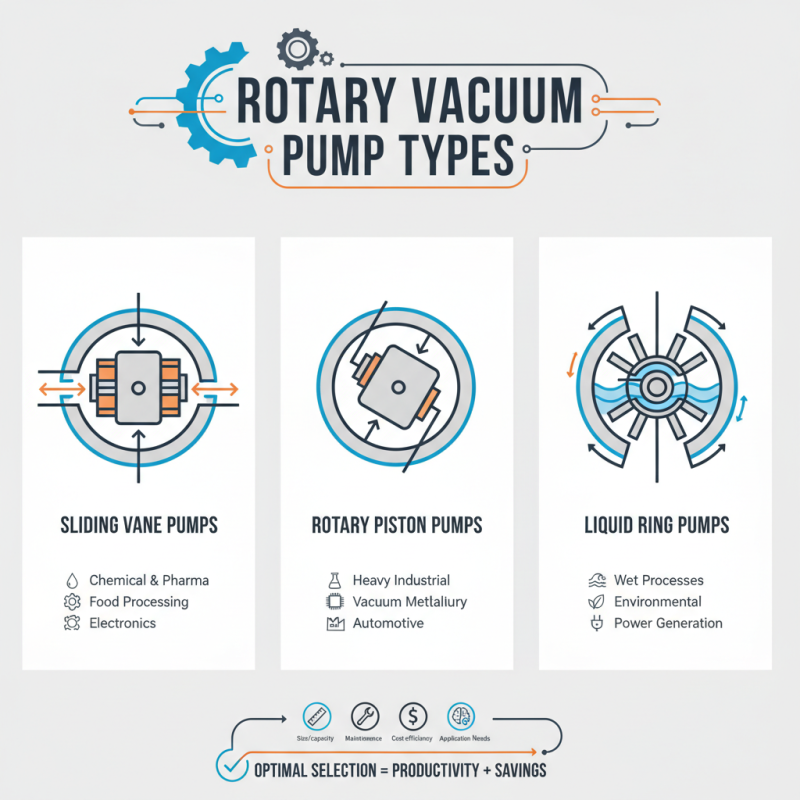
Rotary vacuum pumps play a crucial role in various industrial applications. Different types of these pumps cater to specific needs. The most common types are rotary vane, rotary screw, and liquid ring pumps. Each type has unique advantages, making them suitable for various tasks.
Rotary vane pumps are particularly noted for their reliability. They typically achieve vacuum levels of 0.5 to 1.0 mbar. In a 2022 industry report, over 40% of manufacturers preferred this type for general-purpose use. However, they may struggle with high moisture or vapor loads. This limitation can lead to performance issues, necessitating careful consideration during selection.
Rotary screw pumps are recognized for their efficiency and continuous operation. They can handle larger volumes, making them ideal for large-scale applications. Reports show they maintain up to 99% efficiency. Yet, their initial cost can be significantly higher than that of rotary vane pumps. Liquid ring pumps, on the other hand, excel in applications involving condensable vapors. They can achieve comparable vacuum levels but require continuous water source availability. Balancing these factors is critical to ensure optimal performance in varying conditions.
Top Rotary Vacuum Pump Types for Efficient Industrial Applications
| Pump Type |
Operating Principle |
Typical Applications |
Advantages |
| Rotary Vane |
Uses rotating vanes to create a vacuum. |
Food packaging, pharmaceutical manufacturing, and vacuum drying. |
Reliable, easy maintenance, and affordable. |
| Scroll Vacuum Pump |
Uses two interleaved spiral scrolls for compressing gas. |
Semiconductor fabrication, environmental testing, and chemical processes. |
Oil-free operation, low noise, and high reliability. |
| Rotary Piston Pump |
Utilizes a piston to create a vacuum by displacing gas. |
Industrial vacuum processes, metal casting, and filtration applications. |
High vacuum levels and robustness. |
| Diaphragm Pump |
Employs a flexible diaphragm to move fluid or gas. |
Laboratory applications, medical instruments, and degassing. |
Chemical resistance and low maintenance. |
| claw Vacuum Pump |
Operates using claw-shaped rotors under vacuum conditions. |
Woodworking, automotive, and plastics industries. |
High efficiency and compact design. |
Principle of Operation for Different Rotary Vacuum Pumps
Rotary vacuum pumps play a crucial role in various industrial applications. They operate by creating a vacuum through the movement of gas or air. Different types of rotary vacuum pumps include rotary vane pumps, screw pumps, and scroll pumps. Each type has its own principle of operation.
Rotary vane pumps use rotating blades to trap and compress air. They are popular for their simplicity and efficiency. However, they may require regular maintenance due to wear on the vanes. In contrast, screw pumps rely on helical screws to create vacuum. These pumps can handle larger volumes but might be more complex in design.
Tips: Always check for leaks. Leaks can decrease pump efficiency significantly. Regular maintenance is essential for a longer lifespan. It ensures optimal performance and reduces unexpected downtimes.
Scroll pumps work using two scrolls to compress air. They are known for quiet operation and low vibration. Despite their advantages, they can be sensitive to contamination. Always keep the workspace clean to avoid issues.
Understanding how each type operates can help you choose the right pump for your needs. Efficiency is essential, but so is reliability. Consider both factors before making a decision.
Key Features of Efficient Rotary Vacuum Pumps
Rotary vacuum pumps are essential for various industrial applications. Among their key features, energy efficiency stands out. According to recent industry reports, efficient pumps can save up to 30% in operational costs. This is crucial given the rising focus on sustainability and reducing energy consumption in production processes.
Another important feature is the pumping speed. High pumping speeds can drastically reduce processing time. Reports suggest that pumps with a speed of 300 m³/h can outperform standard models, enhancing productivity. Additionally, maintenance is often overlooked. Many operators underestimate the impact of routine maintenance. This can lead to inefficiencies and costly downtimes. Effective maintenance schedules may extend pump life but are often neglected.
Durability under extreme conditions is vital. Pumps must withstand varying temperatures and corrosive environments. Some reports indicate that pumps designed for harsh conditions can last five years longer than standard models. However, many users fail to recognize this necessity. The initial investment in a robust pump might seem high, but it often pays off in the long run. Investing in high-quality rotary vacuum pumps can lead to significant long-term gains in efficiency and cost savings.
Top Rotary Vacuum Pump Types for Efficient Industrial Applications
This chart displays the pumping speed of various types of rotary vacuum pumps used in industrial applications. The data illustrates the efficiency and capacity of each pump type, highlighting their suitability for different industrial needs.
Applications of Rotary Vacuum Pumps in Various Industries
Rotary vacuum pumps play a crucial role across various industries. They create a vacuum by removing air and gases from a sealed environment. This process is essential in manufacturing, chemical processing, and even food packaging. In these applications, the pumps ensure optimal conditions for different operations. For example, in a food factory, vacuum pumps help preserve freshness by preventing oxidation.
In the pharmaceutical industry, these pumps are vital for processes like freeze-drying. They assist in removing moisture from sensitive products, ensuring stability. However, the efficiency of the pumps can vary. Some might underperform or even fail, leading to production delays. Regular maintenance is essential. Ignoring it might result in costly repairs and lost revenue.
Vacuum pumps are also used in electronics manufacturing. They help create a controlled atmosphere for the assembly of delicate components. Improper functioning could cause defects in products. This highlights the need for careful monitoring and timely upgrades. Companies should be aware of how critical these pumps are to their operations. A small oversight can lead to bigger issues.
Maintenance Practices for Optimal Performance of Rotary Vacuum Pumps
Maintaining rotary vacuum pumps is essential for
industrial efficiency. Proper care ensures longevity and steady performance. Regular
checks can prevent costly breakdowns. Failing to care for these pumps often leads to
decreased efficiency. Problems
like leaks or unusual noises may arise.
Addressing these signs early can save time and money.
Tips: Always inspect the oil level. Low oil can cause wear. Dirty oil
can lead to malfunction. Change the oil regularly. Check filters and ensure they are
clean. A clogged filter can restrict airflow, leading to overheating.
Keep an eye on wear and tear. Look for unusual vibrations or sounds.
These could indicate a problem. Sometimes, the issue is minor but can escalate.
Addressing issues sooner can help maintain optimal performance. Implementing a
routine maintenance schedule is wise.
Consistency is key for
reliability.